-
Bondtech CHT ® M6 Coated Brass Nozzle 5 pack
-
×
 Bondtech CHT ® M6 Coated Brass Nozzle 5 pack 1 ×
Bondtech CHT ® M6 Coated Brass Nozzle 5 pack 1 ×$124.38$105.73

29
Mar
Mar
LEARN
How To Choose A Nozzle
Choosing a nozzle
Choosing a nozzle may be a complex procedure. What sizes to use? What materials should the nozzle be made of? What nozzles are compatible with my printer?
Our aim with this article is a very simple approach and we do not intend to go too deep.
Depending on the reaction we get from readers, we may include additional content to achieve a more detailed guidance.
Our intention is to present some simple concepts that may help users to make an informed choice.
This selection guide goes through the main criteria required to choose a nozzle, focusing on nozzle size, material, thread and type.
Know all about it below.
What Nozzle Size To Choose?
1. Consider the detail level of your application.
Are you aiming to build very detailed or very large parts?
What is the minimum feature’s dimension required?
Nozzle sizes usually refer to the diameter of the nozzle orifice. Sizes from 0.1 to over 2.0mm are available from many manufacturers. The diameter of the orifice has a huge impact on the XY resolution and on the detail of the parts. For instance, a 0.4mm nozzle cannot build geometric features smaller than 0.4mm in the XY plane.
Hence the relevance of the nozzle size regarding level of detail.
2. Consider the part’s mechanical requirements
Is part strength important to your application?
Or rather its low weight?
It is proven that wall and extrusion thickness has a huge impact on the parts’ mechanical resistance to shock or compression. One can either make walls thicker by using more perimeters with a small nozzle at lower extrusion width, or by using less perimeters with a bigger nozzle at larger extrusion width. Due to the filament 3D printing process, consecutive perimeters are printed some time apart, and the cooling down of the previous deposited material will lower the quality of the bonding between them. For that reason, at a specific detail requirement, using bigger nozzles within those requirements and higher extrusion width will deliver stronger parts.
To build lighter parts on the other hand, thinner walls and lighter infill structures are desirable and enabled by “smaller” nozzles.
3. Consider the build speed requirements.
Is build time a relevant constraint to your application?
Or do you have all the time in the world?
Thicker nozzles will allow higher volumetric flow rates and for that reason a faster build speed.
It is important to remember that build speed is a volume related parameter, and only partially dependent on print speed. Meaning, it is possible to build faster at lower print speeds using wider extrusion width and height.
Let's evaluate a simplified example using a small 100cm^3 object and excluding geometrical impacts on time and speed. Let's consider the hotend has a max volumetric flow rate of 20mm^3/s. Consider also the layer thickness is 0.2mm and max viable print speed is 100mm/s. Using a 0.6mm nozzle the required print speed to exploit the full hotend's melting capacity is 180mm/s. At that speed the print would take about 1 hour and 23 minutes. Because the speed limit is 100mm/s, the print would actually take 2 hours and 31 minutes. Using a 1.2mm nozzle the required print speed to fully exploit the hotend capacity is 86mm/s. And at this speed the print would be completed in 1 hour and 23 minutes. We built faster at lower speed.
All values presented above are subject to approximation
4. Consider the hotend capacity.
Is your hotend capable of delivering enough Volumetric Flow?
As mentioned before, larger nozzle orifices allow more volumetric flow, but its orifice diameter isn’t the only limitation. In fact the limit of how much volumetric flow you can use is defined by the hotend capacity to melt the material.
As an example lets compare a 0.6 and a 1.2mm nozzle using a specific Max Volumetric Capacity. Considering a 3D printer, capable of delivering a good surface quality at up to 100mm/s, with an hotend that can melt up to 20mm^3/s, printing a part using 0.2mm layer thickness, A 0.6 mm nozzle printing at 0.6mm extrusion width requires 11.14mm^3/s while printing at 100mm/s. Inside the hotend capacity. A 1.2 mm nozzle printing at 1.2mm extrusion width requires 23.14mm^3/s while printing at 100mm/s. Outside the hotend capacity.
All values presented above are subject to approximation
At a standard or pre-defined print speed, the capacity of a nozzle to deliver material may be limited by the capacity of the hotend to melt it. For that reason some nozzles may not make sense for you, depending on what hotend you are using.
5. Consider the 3D printer’s kinematic capacity.
What is the top speed your printer can handle within your own quality parameters?
And what are your build speed requirements?
To maximize the build speed a calculation needs to be made to determine what are the nozzle sizes that can deliver the desired output just below the top speed threshold.
As an example, and using a simplification not dependent on geometry, if a part has a volume of 500 cm^3, and you want to print it in around 4 hours, knowing your printer can print properly at speeds up to 200mm/s, you need a 35 mm^3/s average Volumetric Flow Rate. (500 000 mm^3 / 14400 s)
Let's say your hotend can deal with so much flow. For this specific Volumetric Flow Rate and building using a 0.2mm layer thickness, a 0.6mm nozzle would need 314 mm/s print speed average. Outside the printers kinematic capacity. a 1.2mm nozzle would need 151 mm/s print speed average. Inside the printers kinematic capacity.
All values presented above are subject to approximation
For some applications there are nozzle sizes that have throughputs outside of your printer’s capacity to deliver good parts at a specific build speed. Those will be useless.
Use this Print Job Calculator to see the effect of Nozzle Width and Layer Thickness changes on Speed or Flow, or use it to identify the boundaries for your application by using your top Speed or top Flow as inputs.
The 3D Print Job Calculator has 4 input fields:
- Nozzle orifice size, or extrusion width;
- Layer thickness, or extrusion height;
- Print Speed, a measure of the toolhead linear speed;
- Volumetric Flow, a measure of the volumetric melt required.
Check an input to calculate it as a function of the other 3.
Input 3 values... get the 4th for free : )
Feature
Nozzle
mm
Layer
mm
Speed
mm/s
Flow
mm^3/s
Value
Notes:
You can use the TAB key, or SHIFT+TAB, to navigate from input or radio field to field.
This calculator runs on Javascript and jQuery. Javascript must be enabled for it to work.
What Nozzle Material To Choose?
The 3 most common materials that correspond effectively to distinct end use applications, are:
- Brass – Thermal Conductivity of ~111 W/m @20C K
- Copper – Thermal Conductivity of ~383 W/m K @327C
- Hard metals
- Stainless Steel – Thermal Conductivity of ~14 W/m K @20C
- Hardened Steel – Thermal Conductivity of ~31 W/m K @20C
- Tungsten– Thermal Conductivity of ~139 W/m K @327C
- and Hybrid.
Brass
Brass is mostly used when the application requires low temperature – below 300C – and non abrasive material.
It is a soft metal sensitive to mechanical and chemical threats. To improve its features it is usual to coat this metal with a harder material like Nickel.
Bondtech applies a Nickel coating to some of our Brass nozzles to provide protection against corrosion, erosion, and abrasion. Nickel coated nozzles have more corrosion resistance and lower coefficient of friction, which allows slicker feeding of material and delays plastic adhesion to the nozzle’s surface.
Copper
Copper is mostly used when the application requires high temperature and non abrasive material.
Because Copper is sensitive to oxidation, Copper nozzles are also usually delivered with a specific technical coating to improve its superficial properties.
For instance Slice Engineering delivers their Bridgemaster nozzles with a super tough, carbide based surface coating that reduces wear from abrasive filaments.
Hard Metals
Hard metals are used when abrasive materials are required at any processing temperature requirement.
Abrasive materials include composites made of thermoplastics and (carbon or glass) fibers or made of a thermoplastic binder filled with metal powder.
The downside of using hard metal nozles is, with the exception of Tungsten, they are limited in their capacity of quickly conducting heat from the hot block to the material. This feature makes them react slow and require overshooting the temperature to improve results.
Hybrid
To work with abrasive materials there is another type of nozzles. The hybrids.
Hybrid nozzles are made of more than one material to exploit each material’s advantages and minimize their downfalls. For instance a Brass nozzle with a ruby tip can have a good thermal performance, be used to print with abrasive materials and have a relative extended life.
Ruby, Sapphire or Diamond tips can be used.
But hybrid nozzles can also use two or more metals.
For instance we are about to launch in the market a Copper nozzle, to enable high temperatures, that features hard metal inserts. This new Bondtech nozzle will have a hard metal tip, and also a hard metal inlet with the CHT geometry.
Bondtech CHT ® RepRap
Copper and Hard metal

What Nozzles are compatible with my printer?
The nozzle thread and length is an important constraint on nozzle compatibility. If the heat block on your 3D printer isn’t compatible with the thread on the nozzle, it will not fit or, even if it seems to fit, it can cause catastrophic failure. Get to know the features of your hotend well before buying a nozzle.
Be aware the nozzle neck length is very important and it must bridge the gap towards the heat break. If it’s too short and it doesn’t flush perfectly with the heat break’s bottom, it will fail.
The 3 most common thread standards are:
- RepRap
- MK8
- MK10
There are also several proprietary thread standards. We mention just a few here:
- Creality Pro – used on CR-10S Pro, CR-10S Pro V2 and CR-10 Max.
- Raise3D Pro – used on the Pro2, Pro3 and E2 series.
Find thread standards and compatible models inside each tab. Click each arrow to expand.
The RepRap Standard
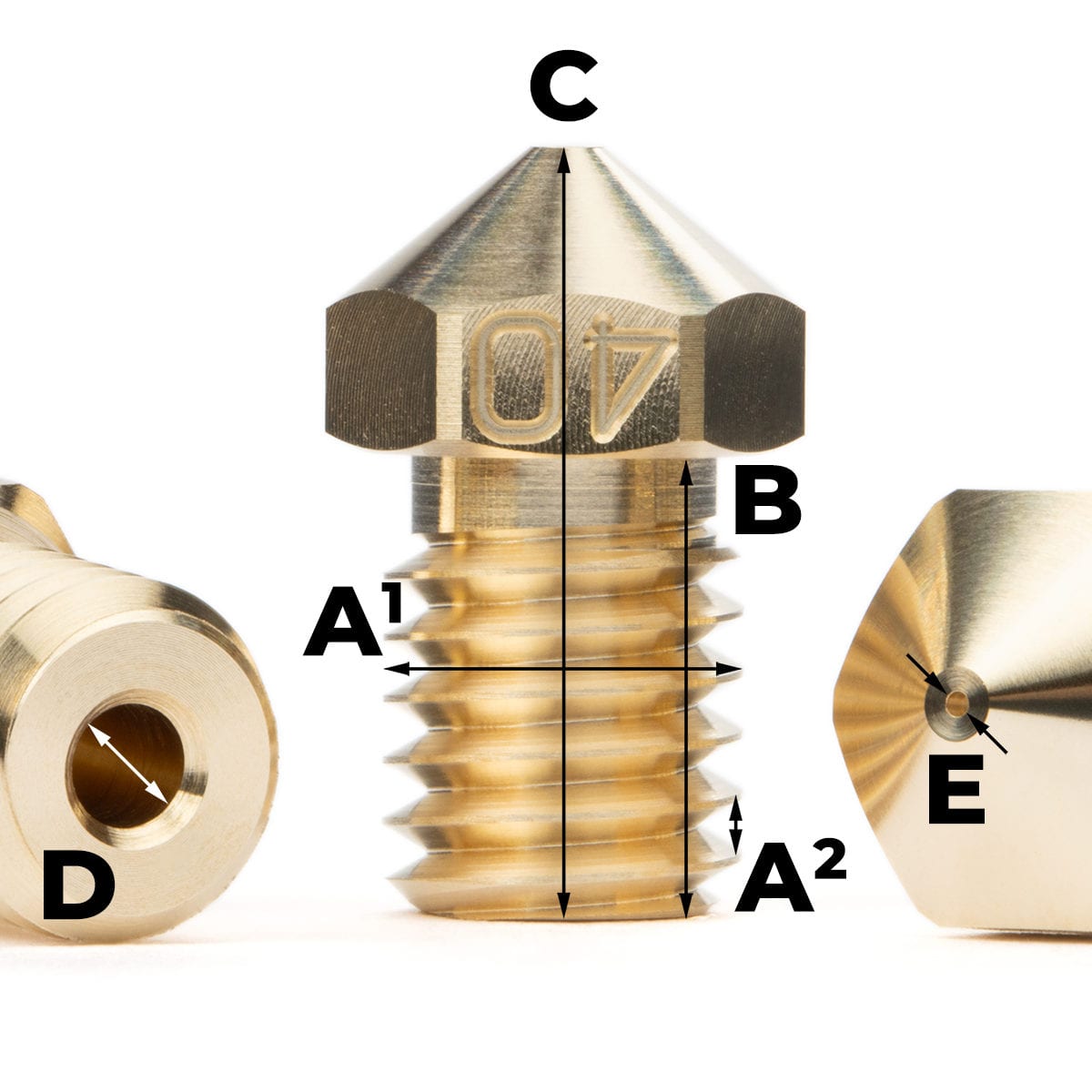
The RepRap standard features the following MA1A2×B×C D dimensions : M6×1×7.5×12.5 1.75
MA1xA2 refers to nozzle threading :
M6 thread and 1 mm pitch.B refers to nozzle neck length :
7.5 mm long.C refers to nozzle overall length :
12.5 mm long.D refers to filament diameter:
1.75 mmE refers to nozzle diameter:
15,25, 40, 60, 80 … mm/100
Compatible With
Copperhead hotend
Mosquito hotend
V4 / V5 / V6 1.75 hotends
Anycubic
Dagoma Disco Easy 200 EN KIT
Dagoma Disco Ultimate EN KIT
Dagoma Disco Ultimate Bi-Couleur
Dagoma Magis/Magis ECO
German RepRap X400/X500/X1000
Intamsys Funmat Pro/Pro 410
Intamsys Funmat HT/Pro HT/Pro 610 HT
Kodak Portrait 3D Printer Educational Bundle
Kodak Portrait Dual Extrusion 3D Printer
Lulzbot SL Toolhead / Lulzbot TAZ 5/6/Mini
MAKEiT Pro-M/Pro-L
Malyan M200
Monoprice Select Mini / Monoprice Mini Delta
Olson Block
OpenBeam Kossel Pro
ProFab Min
Prusa i3 MK2 / MK2S / MK3
Prusa Mini
Raise3D N2, N2+
Robo3D R1+
SeeMeCNC Rostock MAX V3
Ultimaker 2+ / 2+ Extended
Wanhao i3 Mini
The MK8 Standard
The MK8 standard features the following MA1A2×B×C D dimensions : M6×1×5×13 1.75
MA1xA2 refers to nozzle threading :
M6 thread and 1 mm pitch.B refers to nozzle neck length :
5 mm long.C refers to nozzle overall length :
13 mm long.D refers to filament diameter:
1.75 mmE refers to nozzle diameter:
15,25, 40, 60, 80 … mm/100
Compatible With
Alfawise U20 / Alfawise U30
Anet A8
BQ Witbox / BQ Prusa I3 Hephestos
CraftBot 2 / CraftBot PLUS
Creality CR-10 / Creality CR-10-S5
Creality CR-10-S4 / Creality CR-10S
Creality CR-10 MINI
Creality Ender 2 / Ender 3
Geeetech A10, A20, A30
MakerBot Replicator 1
MakerBot Replicator 2
MakerBot Replicator 2x
MakerBot Replicator 5th Gen
MakerBot Replicator Mini
MakerBot Replicator z18
Micro Swiss All Metal Hotend for CR-10
Micro Swiss All Metal Hotend for CR-10s Pro
Snapmaker 3-in-1 3D Printer
Tevo Tornado
TronXY X5S
The MK10 Standard
The MK10 standard features the following MA1A2×B×C D dimensions : M7×1×6×13 1.75
MA1xA2 refers to nozzle threading :
M7 thread and 1 mm pitch.B refers to nozzle neck length :
6 mm long.C refers to nozzle overall length :
13 mm long.D refers to filament diameter:
1.75 mmE refers to nozzle diameter:
15,25, 40, 60, 80 … mm/100
Compatible With
Cocoon Create
Wanhao Duplicator 4S
Qidi Tech
Monoprice Maker Select v2
FlashForge Dreamer
Should I Use Standard or CHT?

Bondtech CHT ® RepRap
Nickel Coated Brass

Bondtech CHT ® MK8
Nickel Coated Brass

Consider using Bondtech CHT ®
Do you usually print big parts?
Are you looking to improve part strength?
The Bondtech CT ® – Core Heating Technology – are an evolution of the 3D Solex CHT nozzles. This new type of nozzles feature an inlet geometry that splits the filament flow into 3 thinner strands and allows to melt material faster.
A Bondtech CHT ® nozzle is enough to increase maximum volumetric flow of your hotend by at least 30%. It is the best option for high flow users or users that search for improved mechanical features on their parts.
The mechanical properties improvement comes from the additional molten state the filament is extruded at, that improves layer and perimeter bonding.
In addition to the technical advantages mentioned above, Bondtech CHT ® nozzles are within the few that are capable of supporting simultaneously 1.75 and 2.85mm filament.
Purchase Bondtech nozzles here






ON SALE
Original price was: $114.50.$97.33Current price is: $97.33.

Want to know more?
Register yourself or login to leave a Question, Reply or Comment in the section below.
If you didn't already, you can also subscribe to our newsletter to receive the short updates about our new products, updates or technology on your mailbox.
Thank you : )







Pingback: Easy Welding Flames: Types and Tips for Perfect Results
Hi,
Would you care to explain your comment?
Thank you.