Introduction
Background
Desktop 3D printers are getting big and bigger. 3D prints follow up. But big usually comes with slow. While there is a rush to find new ways to print faster, there are also many limitations imposed by mechanics, data processing and thermodynamics. Better kinematics, faster mainboards, and higher melt capacity hotends have been at the core of latest improvements.
An acknowledgement of Carl Beck and his 2016’s 3DSolex’s Core Heating nozzles impact on melt capacity led to an improvement and optimization of this technology and the development of the Bondtech CHT® Core Heating Technology that is a main subject of this study in what regards to an alternative inlet geometry of the nozzles.
Problem Description
How to raise the limits imposed by thermodynamics on the hotend’s melt capacity?
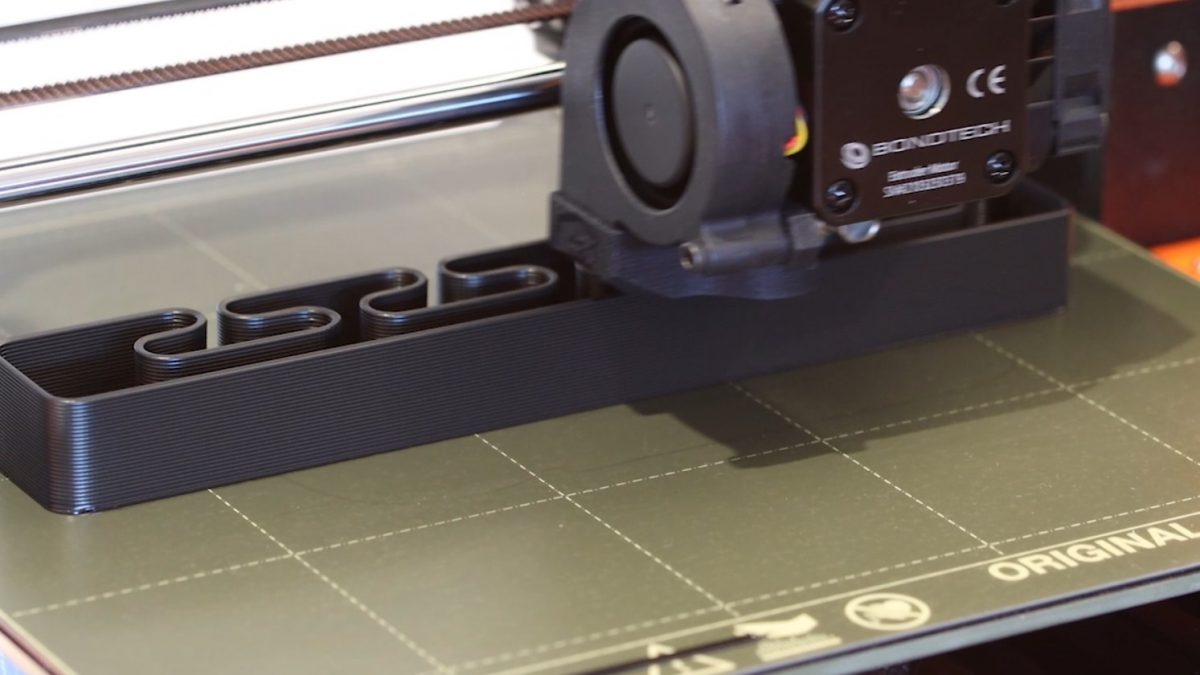
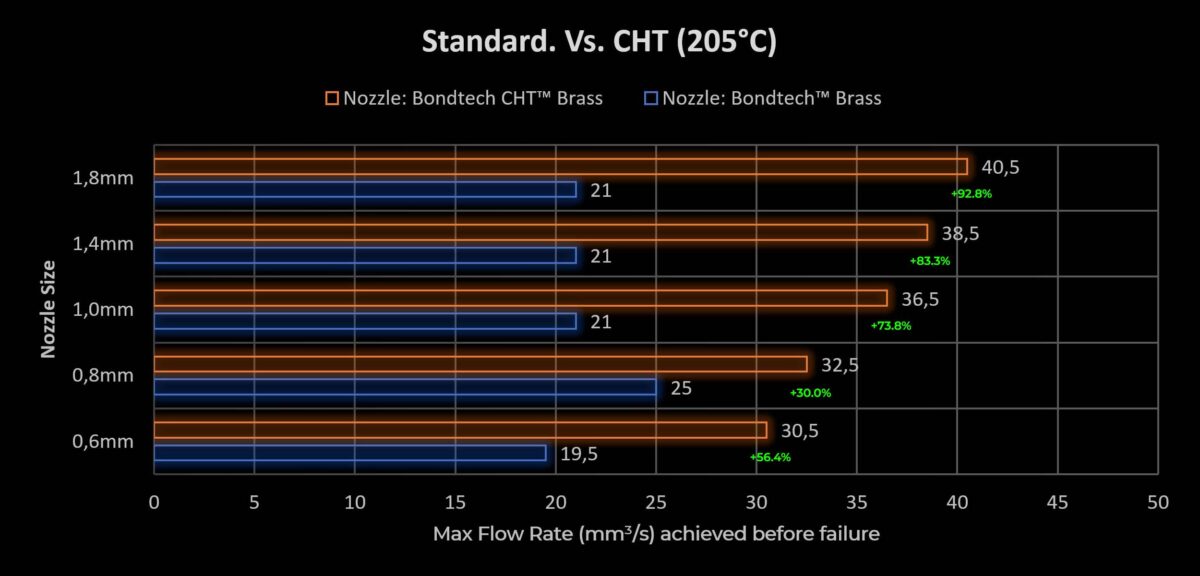
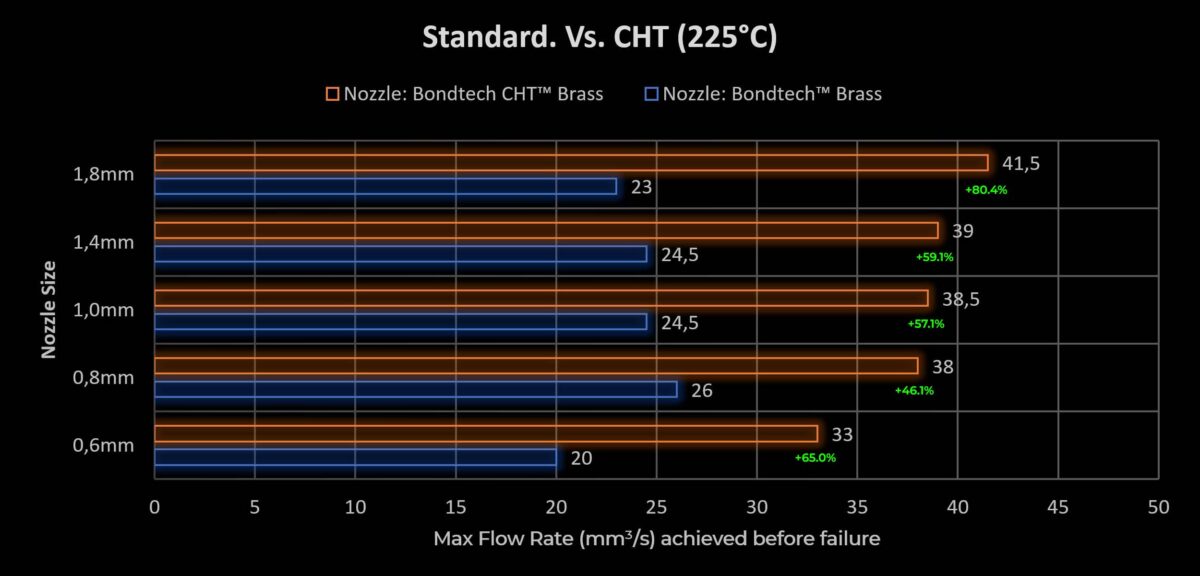
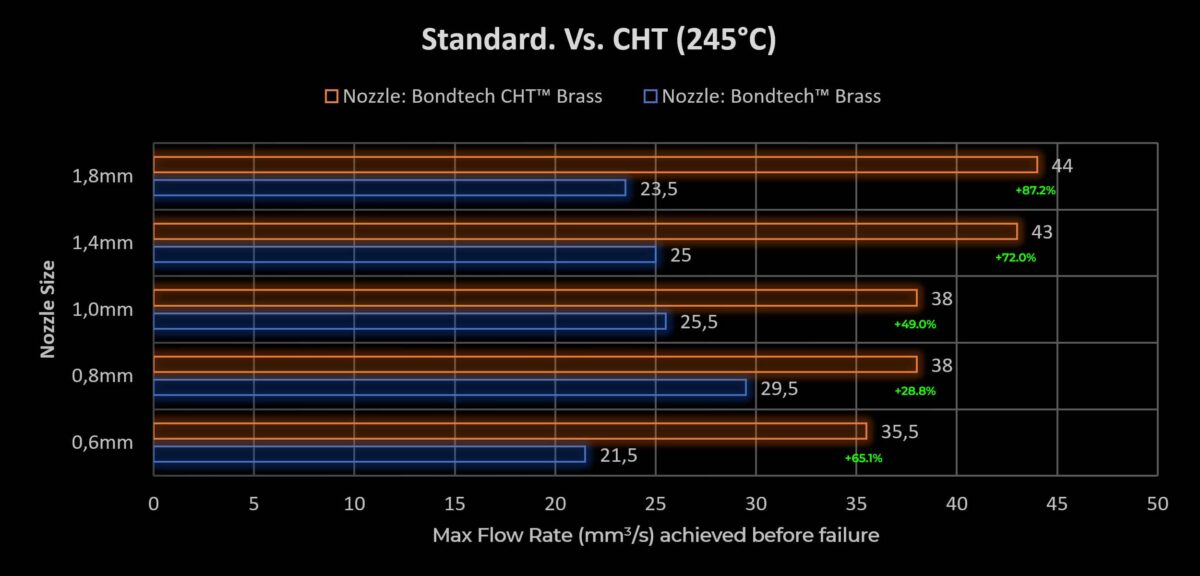
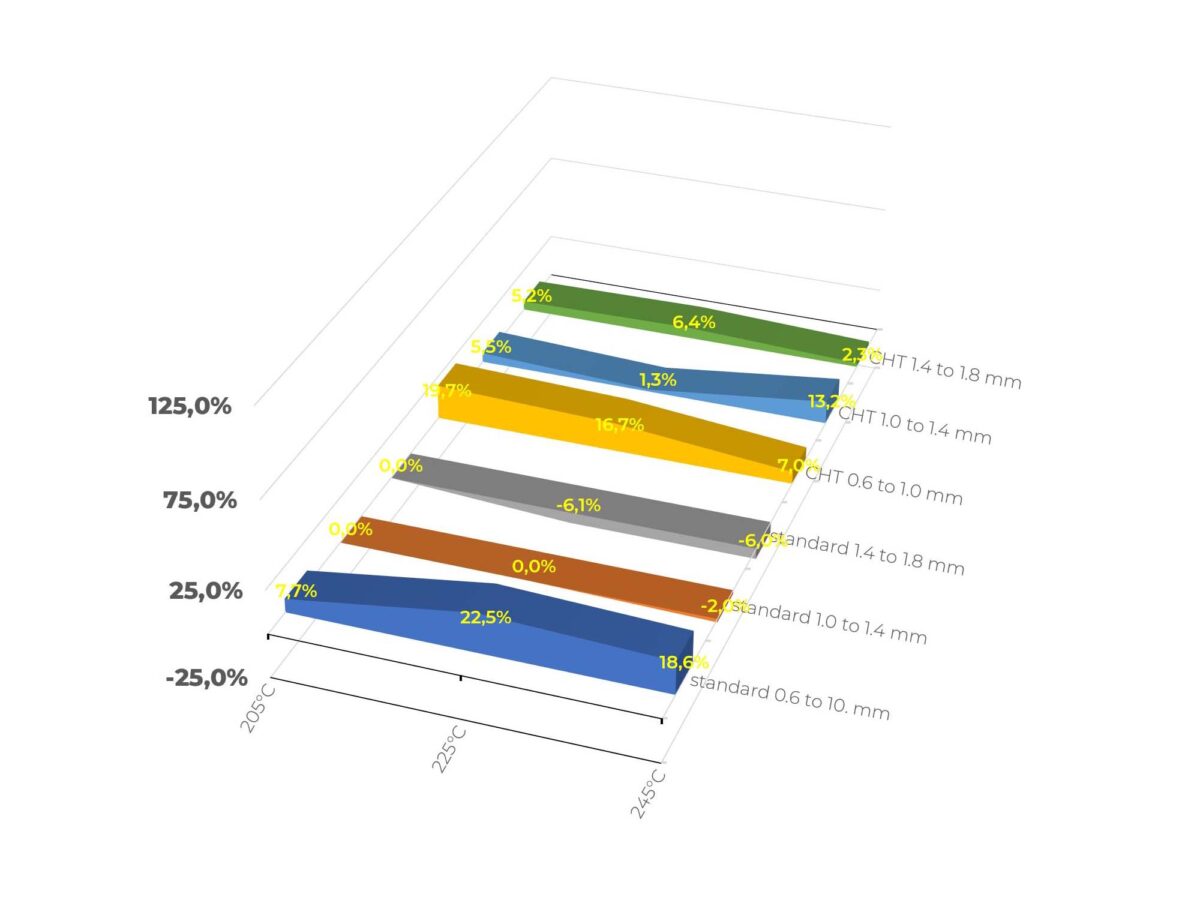
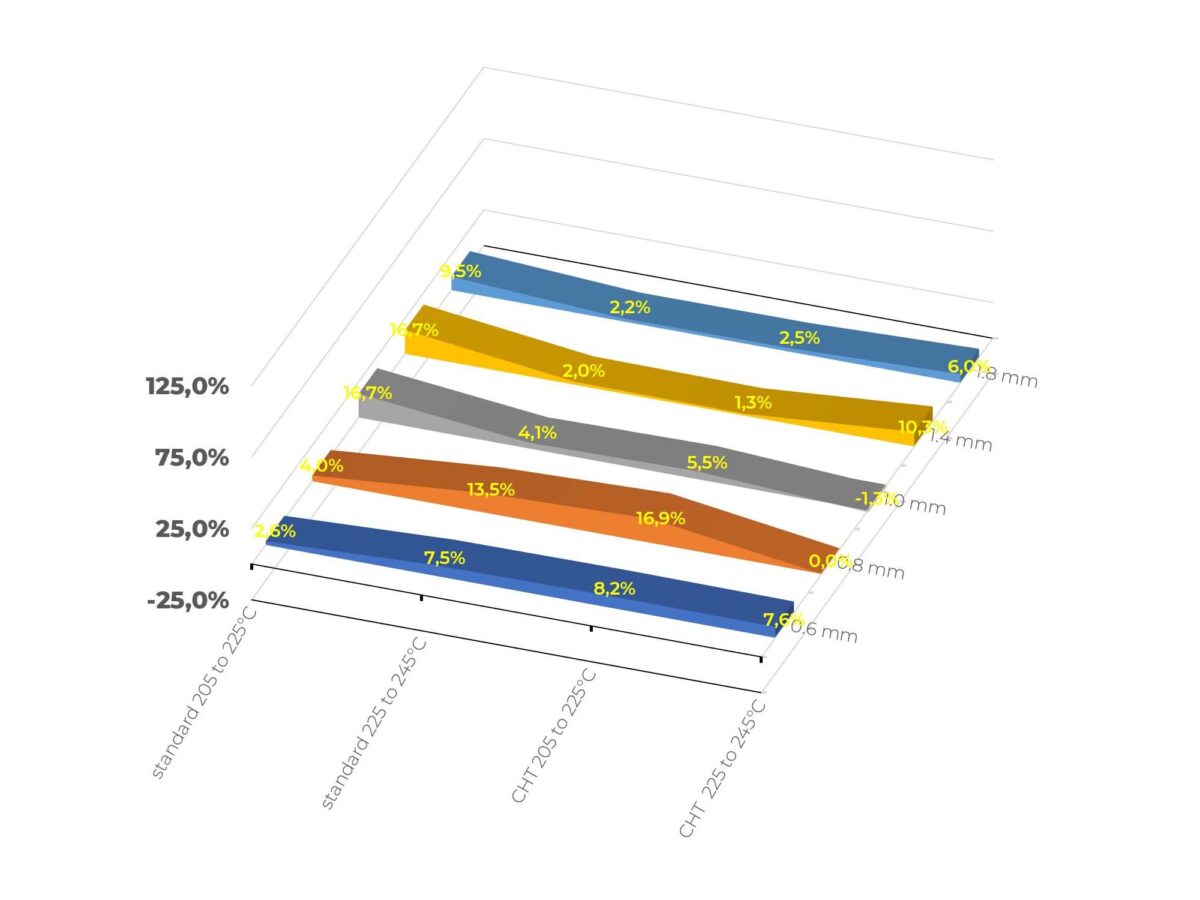
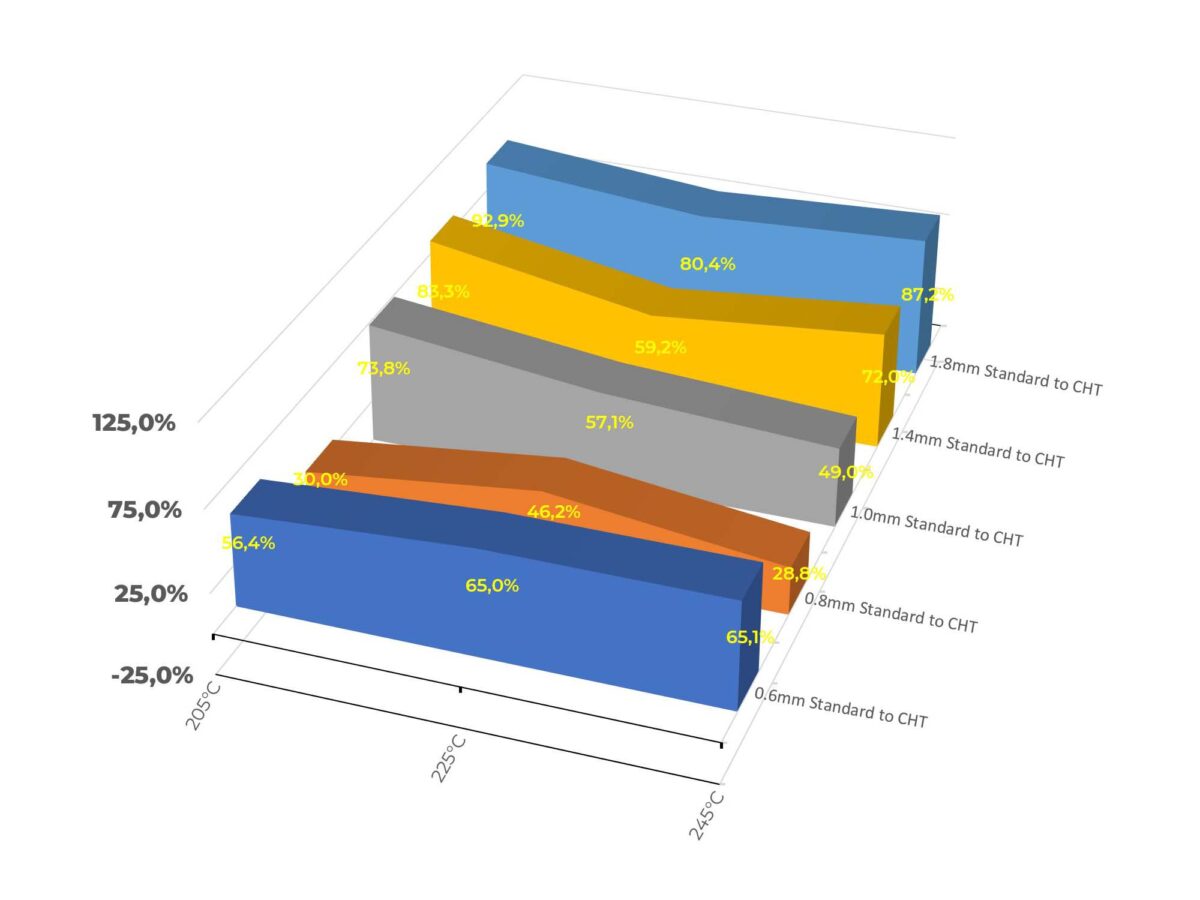
This study turns to a specific element of the equation, the nozzle, to find out what is the amount of its influence on the melt capacity of a hotend, and focus especially on the size, the temperature and the inlet geometry of the nozzle.
Purpose
To find out how much the orifice diameter, the temperature and the optimized inlet geometry of the nozzle impact the limits imposed by thermodynamics on the melt capacity of a hotend.



































Latest Bondtech Blog Posts
NEWS
All Duties Included at Checkout for US Customers
A smoother shopping experience for our customers in the US We’re happy to share an update that makes shopping with us even easier. To improve [...]
NEWS
New Currency Exchange Policy
Bondtech INDX
Good Things Take Time
LEARN
Why Extra Costs May Apply to Your Order
Bondtech INDX LEARN NEWS
What IN means, in Bondtech INDX
We unveil more about the Bondtech INDX. What IN means? It relates to a couple of technologies at the core of the INDX's multi-tool capacity.
Bondtech INDX LEARN NEWS
What DX means, in Bondtech INDX
Today we unveil a bit more about the Bondtech INDX. We explain what the DX means, and what is it all about.
LEARN
Beat our Design and Engineering skills – The Bondtech Ultimate 3D Printed Spinning Top Challenge!
EVENTS
Bondtech @ 3D MEETUP 2024
Bondtech will be at 3D Meetup 2024, in Helsingborg Sweden, showcasing the latest upgrade kits for Creality, Voron, Ultimaker and Elegoo 3D printers.
Bondtech Newsletter : trash it or read it. Just never miss what is important to you.
Join this journey by subscribing to our newsletter and get the latest insights right in your mailbox.
Bondtech Newsletter : trash it or read it. Just never miss what is important to you.
Join this journey by subscribing to our newsletter and get the latest insights right in your mailbox.
Bondtech Newsletter : trash it or read it. Just never miss what is important to you.
Join this journey by subscribing to our newsletter and get the latest insights right in your mailbox.