

15
Mar
Mar
Check out this review from Inov3D where they put an BMG™ Extruder on a Tevo Tornado


NEWS
A smoother shopping experience for our customers in the US We’re happy to share an update that makes shopping with us even easier. To improve clarity and peace of mind for our US customers, we’ve updated our checkout so that import duties are now included at checkout. This means the [...]
Bondtech INDX LEARN NEWS
We unveil more about the Bondtech INDX. What IN means? It relates to a couple of technologies at the core of the INDX's multi-tool capacity.
Bondtech INDX LEARN NEWS
Today we unveil a bit more about the Bondtech INDX. We explain what the DX means, and what is it all about.

Join us in this journey and subscribe to our newsletter to get the latest insights right in your mailbox.
Throughout the duration of my relationship with 3d printing, I have at one point or another experimented with nearly every conceivable type of extruder, working my way from PLA all the way to the most exotic of filament. I’ve gone direct, Bowden, I’ve modded and tinkered and succeeded and failed and then… Then came the Bondtech QR with a [genuine] E3Dv6 hot end. I feel like the perpetual bachelor who, after 20 odd years of failed relationships, has at long last found the one! This extruder might very well be the most effective product I’ve ever purchased, in any category. It just keeps on going, with utter consistency, no matter the filament type. I have watched with utter shock and gratitude as it laid down perfect layers of Flexible, Nylon, wood-filled, carbon-filled, and countless others. Its double-hobbed, geared drive system will just keep going, and your prints will exude quality that you didn’t think possible right off the bed. -Technology Specialist | Dallas, TX

Michael Hackney is one of Bondtech’s customers, who had a problem which were solved by Bondtech’s extruders. He found Bondtech in a 3D printing community. Here is his story:
“I have been involved with the 3D printing community for over 7 years. I wrote the original assembly guide for the SeeMeCNC H1 3D printer and am a moderator in their forum with well over 250,000 views of my posts. I spend a significant amount of time researching, experimenting and testing new 3D printing technologies-printers, controllers and firmware, extruders, hot ends, etc. My work in understanding the dynamics in E3D Online’s E3D V5 hot end led to them revising their nozzle geometry for the V6 hot end. They gave me attribution on their web site about it.
I own and run The Eclectic Angler and Reel Lines Press. It is a 1 person company and I do all the design, manufacturing, marketing, sales and support. Several years ago I designed the world’s first completely 3D printed fly fishing reel and have been manufacturing and selling these globally. I also make the STL files available for free download so others can print their own reel. Watch the video on my web site that Field & Stream Magazine made.
I focus on both the mechanical and aesthetic design of my 3D printed objects as you can see here.

I had long known that existing extruders caused significant damage to the filament and could not apply enough force to push challenging filaments effectively. I was in the process of purchasing and testing as many extruders as I could find when I discovered Bondtech during these searches. As soon as I saw that it used opposing driven gears to push the filament I KNEW that it was unique and would solve many of the problems I experienced with filament damage and challenging filaments and hot ends. At the same time I was testing a prototype dual extrusion hot end from E3D Online called the Cyclops. This hot end is very challenging as it has two 90° sharp bends in the melt path for each filament. NONE of my other extruders could push filament through it reliably. Again, as soon as I saw the Bondtech extruder I was intrigued that it might actually have the gripping power to push filament through the Cyclops.
I ordered two Bondtech QRs in my first order specifically so I could test this. I was extremely pleased as they worked flawlessly. Attached is a photo graph of a two color print made with the two Bondtech QR extruders and the E3D Cyclops hot end. This is by far the most challenging part I’ve ever made and probably one of the most challenging parts anyone could make! To date, the Bondtech QR is the ONLY extruder that I’ve had 100% success and 100% reliability with and I use them on all 10 of my 3D printers.

I frequently recommend bondtech to others. I have a fairly large following in the 3D printing community and many people follow my example and recommendations. I’ve written several posts about Bondtech on my blog and MANY in various forums and groups.
Installing a Bondtech QR extruder on my Rostock MAX V3
My current Rostock Max “ultimate configuration” ”
– Michael Hackney, Eclectic Angler
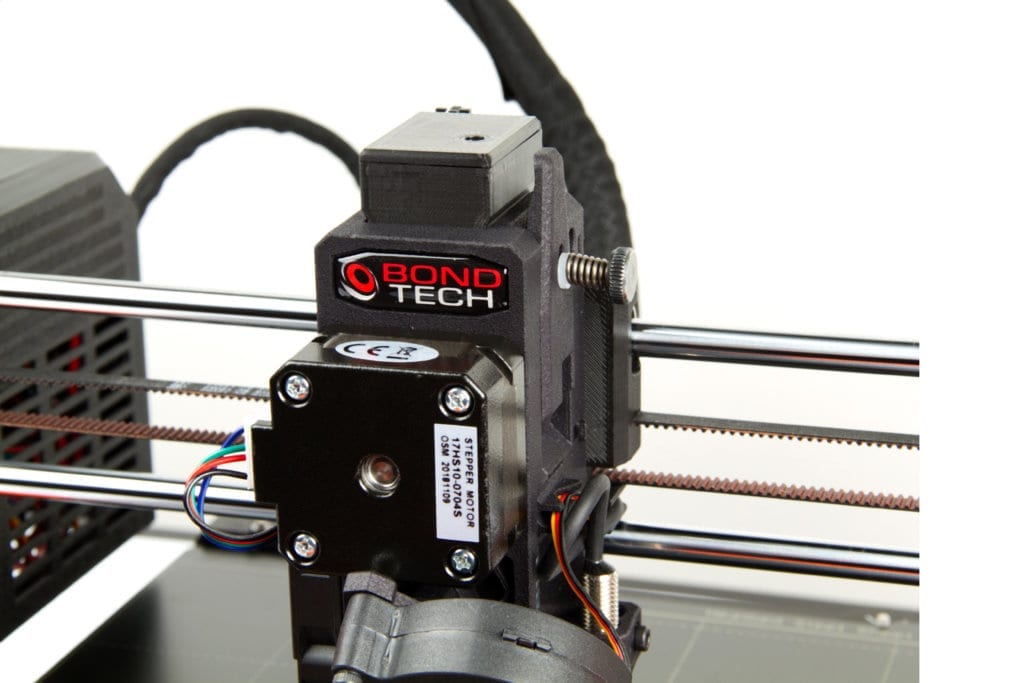
Bondtech is launching a new extruder for 3D-printing that combines low weight with high feeding capacity, together with their proven and highly celebrated Dual-Drive technology for maximum performance without grinding and slipping. This new design gives the markets best force to weight ratio, which will give the most responsive and best solution for feeding material with high reliability and performance.
From slippery nylons and soft TPU/TPE filaments to highly rigid and sometimes brittle carbon-filled high-strength materials,The BMG extruder feeds all material with high reliability.The thumbscrew tensioner allows the user to fine-tune the pressure exerted by the drive gears onto the filament. This gives the power to adjust according to the preferences and to optimize for the type of material that will be used.
The extruders from Bondtech are being used worldwide of a daily basis. Martin Bondéus who is the founder of the brand has listen to his customers and made an even better extruder then before and the owners of 3D-printers are more than satisfied with this new design.
“How did it perform? It’s a Bondtech so it performed flawlessly! In fact, it is the best performing extruder that I have ever used. So much so, it has set me on a mission to eliminate Bowdens from all of my printers.” Michael Hackney – The Eclectic Angler, USA
“This is hands down one of the best extruders I’ve used. The supplied stepper is the perfect rating for torque and electrical specifications. The 3:1 ratio provides the correct balance of higher torque and finer control, without sacrificing overall speeds such as retraction or maximum feed rate.” Vernon Barry, USA
Bondtech was started by Martin Bondéus in the year of 2014 after that he had been very frustrating at the extruders, when he tried to built his own 3D-printer. They was not that reliable. He began to wonder if there could be a better way to extrude the material.
He searched the internet for information and realized that the problem with unreliable extrusion was universal. He started to work on a solution and the first extruder Martin produced, worked very well and solved the extrusion problem due to be able to provide high extrusion force without slipping on the filament.
Martin Bondéus is the founder of Bondtech. As a child Martin had a big interest in technology. Besides carpentry he also liked to tinker with cars, mopeds and build radio controlled airplanes.
He studied a four year technical program in school and after a few other jobs, he began working as a production engineer at AGÅ-machines, who manufactures components in steel and metal for example for Volvo Trucks. His interest in CAD started to grow and Martin thought that specially 3D CAD was very fun and exciting.
Martin has worked at several companies where they manufactures products and components with 3D technology. He has worked as a engineer, project manager and he had several senior management positions. He worked as a design engineer and he was chief of the development department at GP Plastics that worked with customers in the packaging field. High cavity stack molds were one of the companies specialties for producing high volume parts as closures and caps.
On Wemo, a company who manufactures robots, Martin worked as production manager and his mission was to improve their production. There, he managed to reduce the delivery time from 9 weeks down to 4 weeks, by re-arranging the way the robots were build by using pre-assembling multiple components into pre-made building blocks. When an order arrived, many components was already assembled and the total time for final assembly drastically reduced.
At Kinnarps Martin worked as a materials expert in polymers and were also head of the Design Centre that were developing products for interior spaces, during this time Martin was also a project manager for one of the new office chairs that were developed.
Some of the patents that was connected to the FDM technology, was released for 4 to 5 years ago. That made an explosion on the market and now there are a lot of different machines to buy.
Martin bought a kit to a machine that he built with his son Gustav. The machine was not working as expected and requried extensive rebuilding but at some point Martin felt it was not worth spending more time on that machine, so instead he started to build his very own printer from the ground up, not using kit products. Martin was not totally satisfied. The extrusion was not that reliable, which Martin thought was very frustrating. He began to wonder if there could be a better way to extrude the material. He searched the internet for information and realized that the problem with unreliable extrusion was universal. There was a lot of people with exactly the same problem. So he started to work on a solution. The first extruder Martin produced, worked very well and solved the extrusion problem due to be able to provide high extrusion force without slipping on the filament.
Martin realized that he had found a solution to a problem that he shared with a lot of people and decided to analyze whether there was a market for his extruders. He began developing 25 extruders to begin with. He knew people in a 3D printer group on the Internet, which had the same problems as he did with the extrusion. They became a test group and Martin got their feedback. Many of them were very satisfied, this product solved their problems. They gave Martin a little feedback on improvements. When Martin had made the improvements, he started to sell the extruder and people were very pleased with the result.
After a while he got some new observations. People thought it was a bit clumsy to shift materials. Martin took out a new version of the extruder, with a QuickRelease button to easily displace the material, if needed. Martin thought that the design of the extruder was a bit too cute, so he took the opportunity to release the new improved version of the extruder with a new design. After this version, he has also developed a few different extruder models, for 1.75 and 3.0 mm and also a right-hand and a left-hand version of theese.

Martin have continued to develop customized feeders for a perfect replacement on several of the most popular 3D-printers on the market and are continuing to create feeding solutions for more and more printers in order to help people all over the world solving their extrusion issues. Today Martin have manufactured extruders for a lot of different printers.
Martin is really passionate about using technology, he thinks that the most amazing about technology is how quickly it develops. He is absolutely convinced that there soon will be a printer on every development department throughout Sweden.
Stepper motors natural behavior that it moves in steps instead of a continues motion does generate vibrations that transforms to sound giving it it´s classical sound. In some applications a more quiet operation is needed and we have been working to find a solution for this. On the Ultimaker printers where the extruder is mounted on the back plate the vibrations transfers to the rear panel that will actually amplify the sound generated making it louder. In order to solve this we have developed a new mount that uses a special type of foam material that isolates the motor from the mount itself greatly reducing the sound generated. Our now mount is included in all Ultimaker upgrade kits and is also available as a separate purchase. This mount is 3D printed in a professional industrial SLS printer in very strong nylon and then painted in black color.

