Sharing Bondtech Terms And Names For Easier Customer Support
Working on building a communication bridge between us and our worldwide customers.
Working on building a communication bridge between us and our worldwide customers.
Bondtech is a small company based in Sweden with a growing legion of customers worldwide. We are known for our extruders and upgrade kits for desktop and professional 3D printers, enabled with our Dual Drive Technology.
Only 5% of our customers speak Swedish. 95% speak many other languages. For practical reasons we must communicate in English although we know it’s not the mother language for many of us in the community.
Without a common language reference during support interactions, miscommunication is prone to happen.
To avoid, or at least reduce that, we want to promote language compatibility within our community to improve written and verbal exchanges between us.
The Bondtech Lexikon is a living document with a collection of terms in English for us to interact, that will be gradually translated to other 5 languages for better cross reference.
a collection of expressions and names to be used in the description of situations or naming of parts tools and features, meant to ease communication exchanges between our Customer Service and our community members.
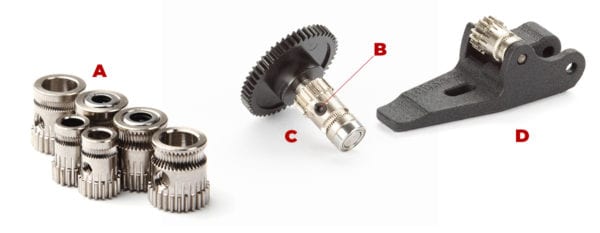
A – drive gears
B – set screw
C – main shaft assembly
D – hinge assembly
All of our extruders include a pair of these hardened steel drive gears for each stepper motor. They are responsible to push the filament to the hotend. One is fixed (Primary) with a set screw to the main shaft assembly that engages the motor gear. The other (Secondary) is part of the hinge assembly and floats to allow the fine tuning of the pressure on the filament.
Check Product In Shop
A – brass motor gear
B – (pancake) stepper motor
C – set screw
We are now shipping all our extruders with one of these brass motor gears for each stepper motor. They are firmly attached to the stepper motor‘s shaft by a set screw and are responsible to drive the main gear attached to the main shaft. The relationship between them, motor gear and main gear, is responsible for our gearing ratio that increases extrusion’s push force and resolution.
Check Product In Shop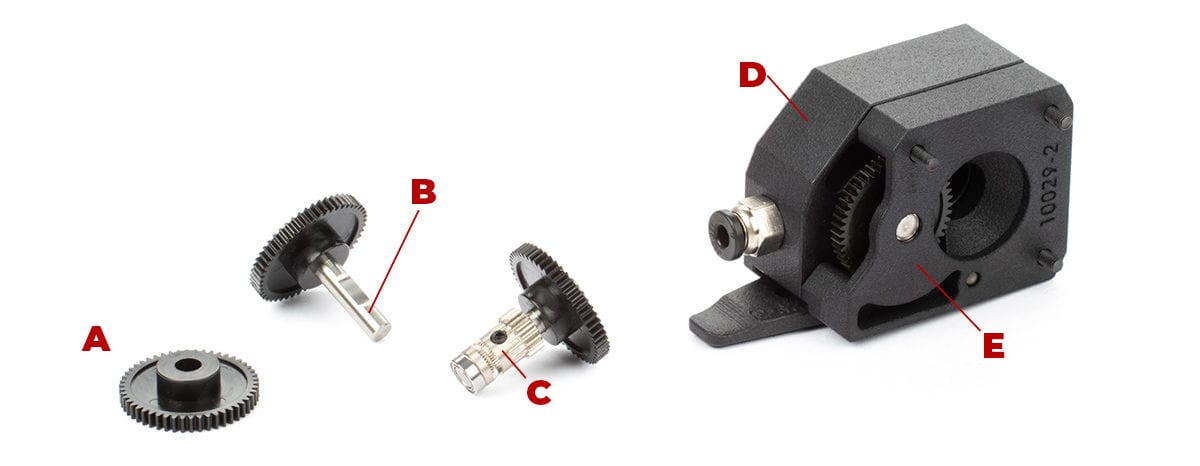
A – main gear
B – main shaft
C – fixed drive gear
D – BMG front housing
E – BMG back housing
For each stepper motor in our extruders we ship one of these previously white, now black, POM main gears. They are responsible for receiving the torque from the motor gear, attached to the stepper motor‘s shaft, and to multiply it and transmit it to the Primary drive gear. The main gear is attached to the main shaft and the whole assembly is held in position by the front housing and back housing, like seen in this BMG example.
Check Product In Shop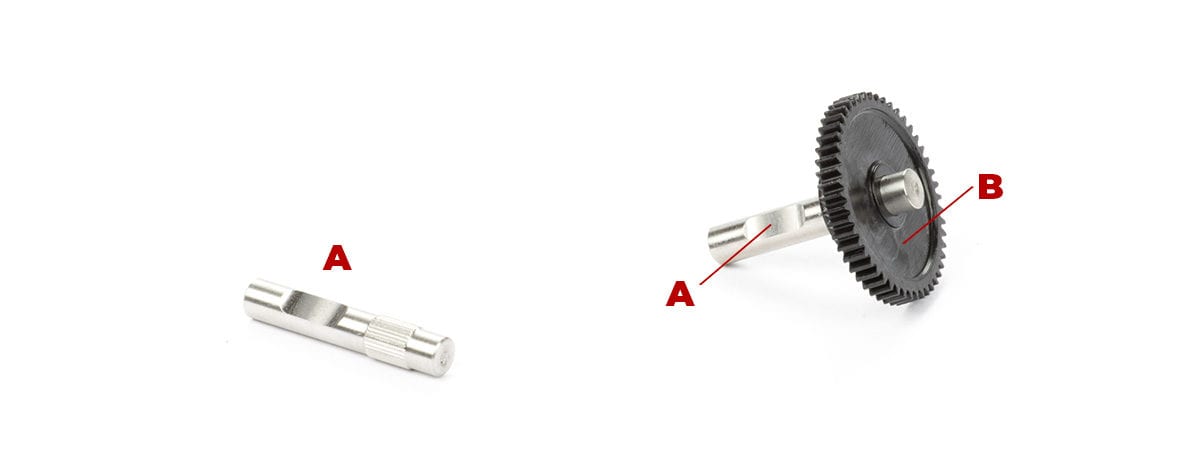
A – main shaft
B – main gear
The main shaft is the axis of the whole main shaft assembly and holds the main gear that engages with the motor gear. Check more details in the following tab.
Check Product In Shop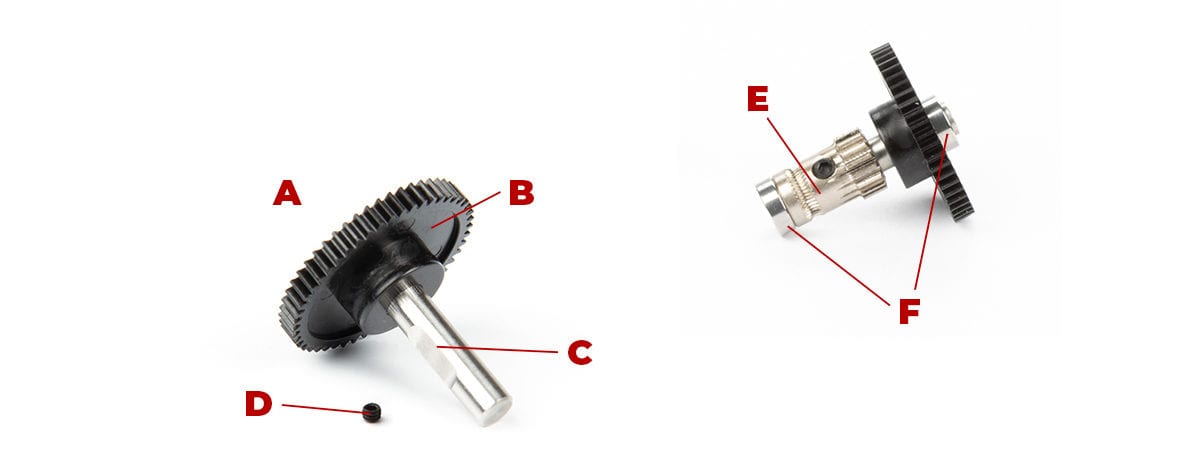
A – shaft assembly
B – main gear
C – main shaft
D – set screw
E – Primary drive gear
F – ball bearings
All our extruders include one main shaft assembly for each stepper motor. It is responsible to gear down from the motor gear attached to the stepper motor shaft increasing the torque and resolution of that rotational movement. The main shaft also acts as axis pin and holds the Primary drive gear (using the set screw) and ball bearings in place to ensure a smooth movement.
Check Product In Shop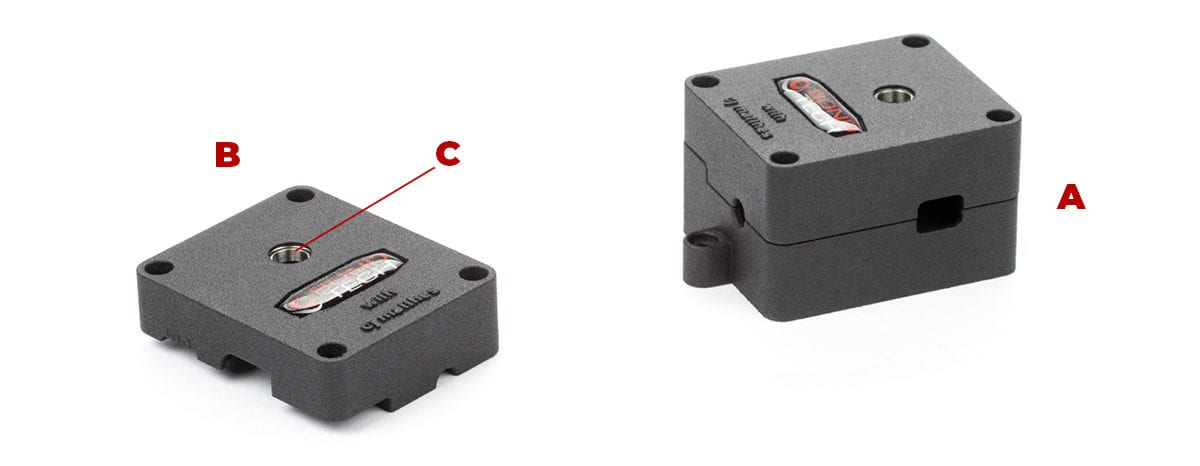
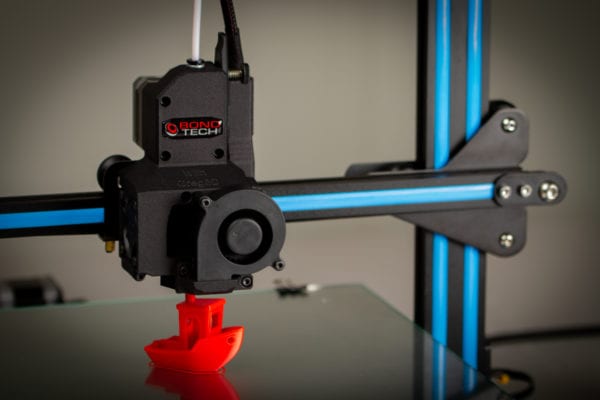
A – DDG housing
B – front housing
C – ball bearing
All our extruders use black dyed Laser Sintered external shells made with polyamide 12. This shell is called the housing, in this case from a Bondtech DDG, and is divided in two halves. The fronthousing is the one that holds the Bondtech logo. In this case, the front housing holds the ball bearing used to hold the main shaft in place
Check Product In Shop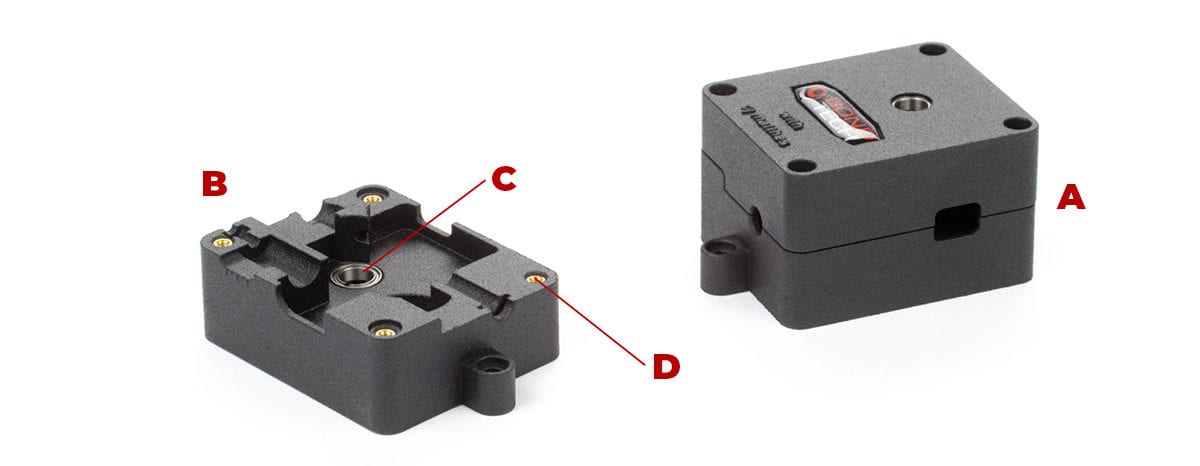
A – DDG housing
B – back housing
C – ball bearing
D – brass threaded insert
As described in the front housing, in this Bondtech DDG case, the shell is divided in two halves. The back housing (B) does not have the Bondtech logo. The back housing also holds one ball bearing that is used to hold the main shaft in place, and the brass threaded inserts that are used to hold both halves together.
Check Product In Shop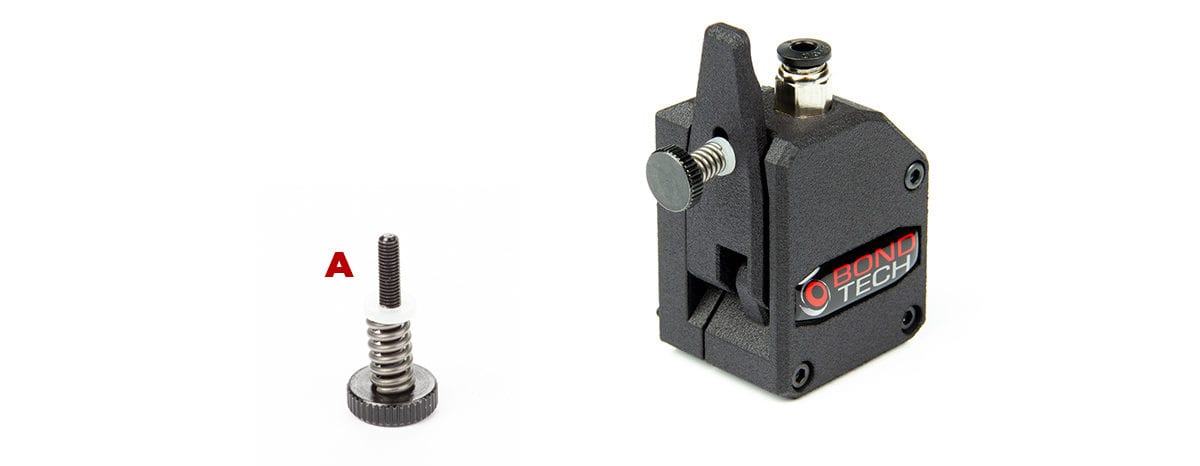
A – thumb-screw assembly
Most of our extruders include a hinge that rotates around an axis pin held by both front housing and back housing.The thumb-screw assembly is responsible to hold the hinge in place close to the housing, and for adjusting the pressure the floating drive gear makes on the filament.
A good practice is to fully tighten the thumb-screw and then release it about 2 full turns if you are using rigid filament, or about 4 full turns if you are using flexible.
Check Product In Shop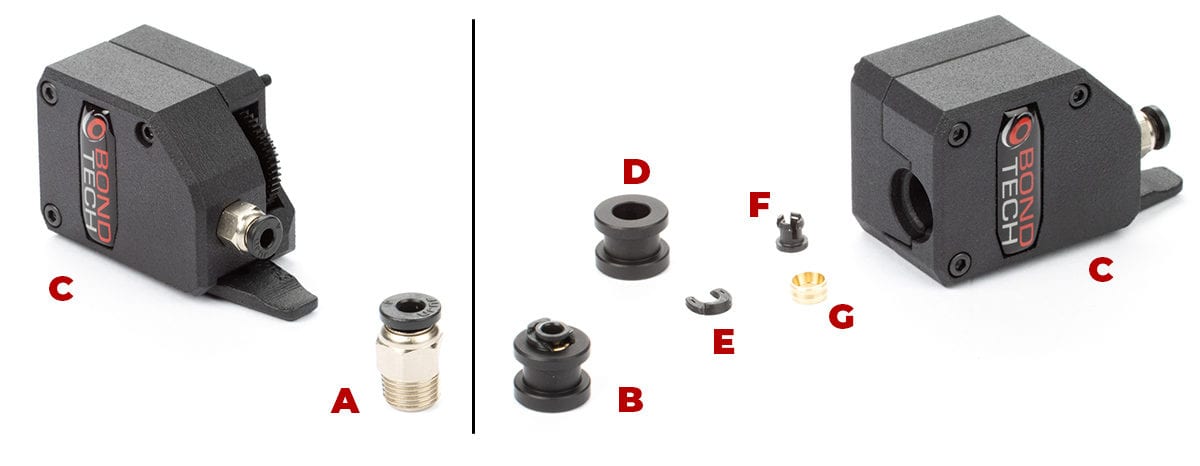
A – threaded push-fit
B – bowden adapter assembly
C – Bondtech BMG
D – bowden adapter
E – bowden clip
F – push-fit colar
G – brass half cartridge
Push-fits are used to adapt the extruder to bowden tubes and grab them in place.
Our threaded push-fit is supplied with the Bondtech BMG to be used in Direct Drive Extruder applications, where the hot-end is directly below the extruder that is pulling the filament from the spool, using a Reverse Bowden or not.
For Bowden Extruder setups, we supply the bowden adapter assembly that allows to adapt a push-fit to the bottom of the extruder. The assembly includes the bowden adapter itself, a push-fit colar, a brass half cartridge, and a bowden clip.
Check Threaded Push-fit In Shop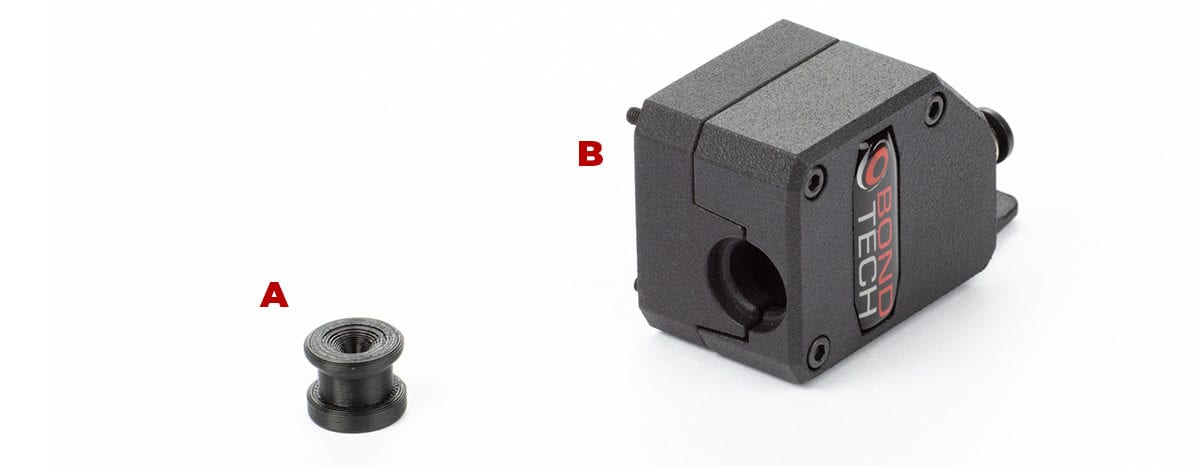
A – filament guide
B – Bondtech BMG
The filament guide is used to adapt the Bondtech BMG (also the Bondtech QR) to a bowden extruder setup.
Our filament guide allows for a smoother entry of filament through the bottom of the extruder, that will be pushed into a bowden tube that is held by the threaded push-fit.In this type of setup, there is no use of the Reverse Bowden. The filament flows free from the spool into the filament guide.
Check Product In Shop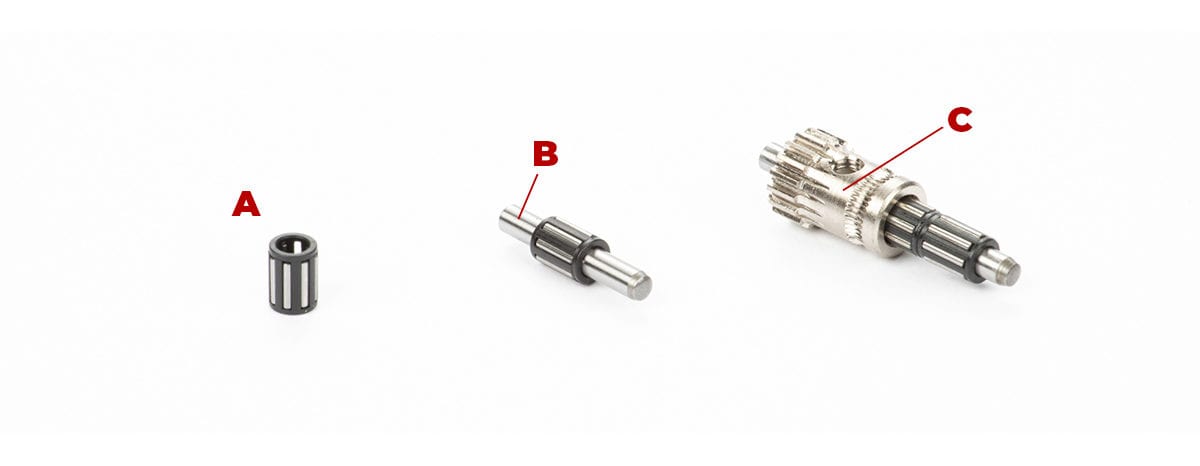
A – needle bearing
B – axis pin
C – Secondary drive gear
The needle bearings are formed by the needles and the plastic casing, and are responsible for the smooth rotation of our Secondary drive gears around the axis pins we use in each hinge assembly.
Check Product In Shop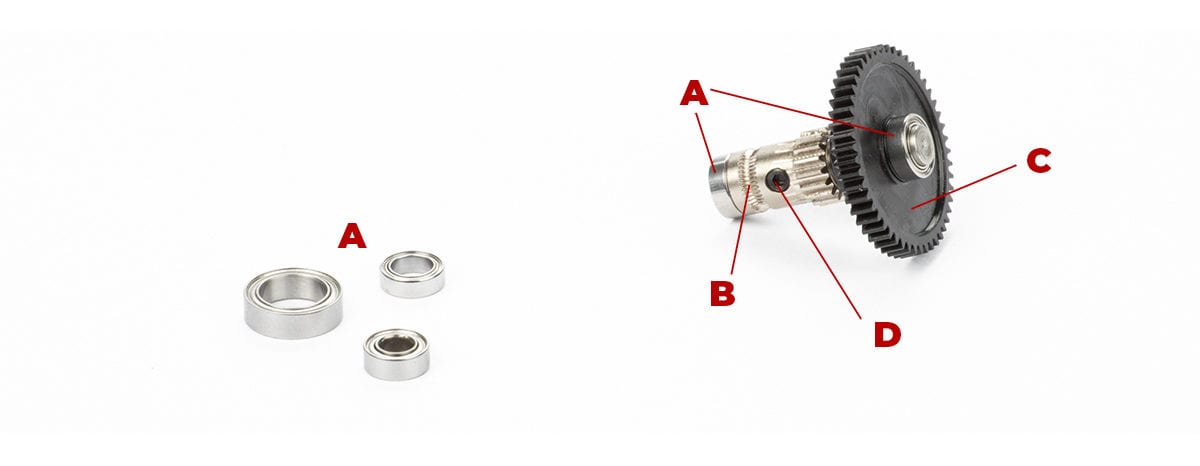
A – ball bearings
B – Primary drive gear
C – main gear
A – set screw
The ball bearings are responsible for the smooth rotation of the main shaft held in place by the front and back housing. The main shaft holds the Primary drive gear with a set screw and the main gear using a press-fit.
Extra care should be used when removing the main shaft assembly from the housing.The ball bearings may stay attached to the main shaft; stay in the housing holes; or even detach and fall down.
Check Product In Shop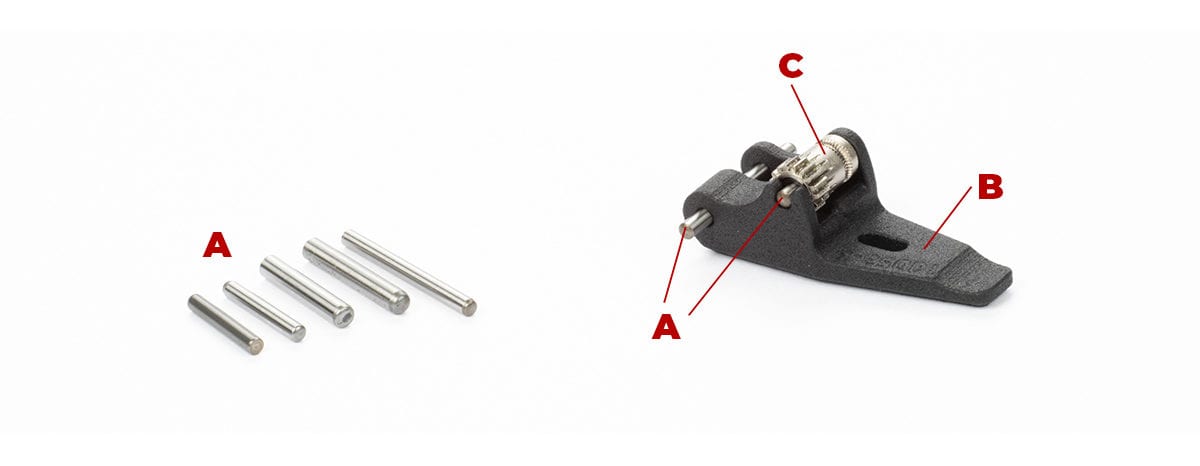
A – axis pins
B – hinge
C – Secondary drive gear
We use axis pions in multiple ways, usually to allow for the smooth and stable rotation of elements around axis.
For instance, in the hinge we use two axis pins. One to set the position and rotation axis of the Secondary drive gear. Another to set the position and rotation axis of the hinge in relation with the housing.
Check Product In Shop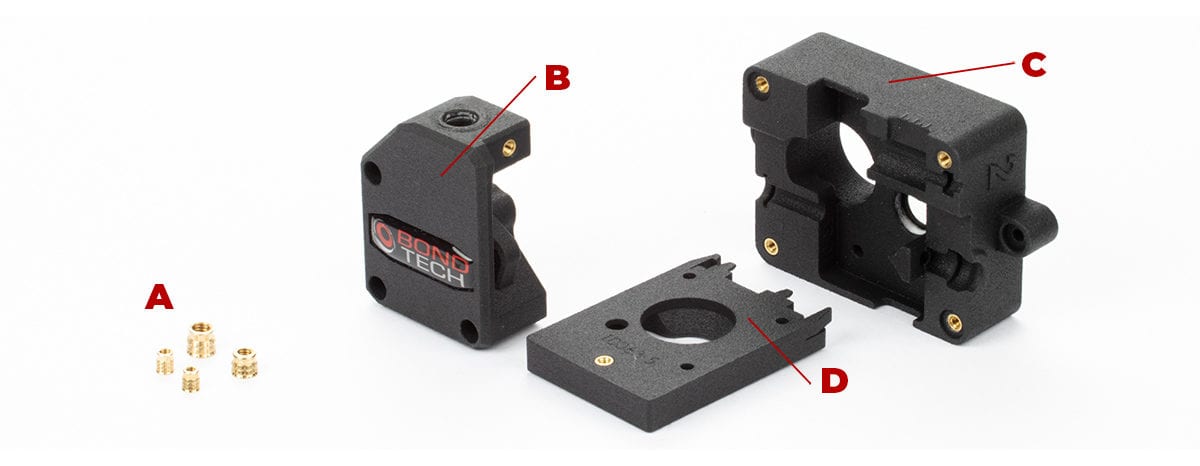
A – brass threaded inserts
B – BMG front housing
C – BMG back housing
A – DDG back housing
Most of our housing parts are made of plastic, like the ones shown in the picture. Although they are 3D printed using a high tolerance technology like SLS, we prefer not to 3D model the threads for the fixation screws, if we have enough free space to use metal inserts.
To ensure more strength and higher tolerances, we heat set the brass threaded inserts into place. Using heat we press down the brass threaded inserts into pre-formed slots. The Polyamide melts around the insert and allows for it to sink into the plastic. After cooling down, the plastic will be perfectly fitted to the insert.
Check Product In Shop
Check the translation table below.
| DE | EN | ES | FR | PT | SV | ||
|---|---|---|---|---|---|---|---|
| Drehmomentschlüssel | torque wrench | llave de torsión | clé dynamométrique | chave de torque | momentnyckel |

Check the translation table below.
| DE | EN | ES | FR | PT | SV | ||
|---|---|---|---|---|---|---|---|
| pliers | alicate | alicate de pontas | tång |

Check the translation table below.
| DE | EN | ES | FR | PT | SV | ||
|---|---|---|---|---|---|---|---|
| schneiderzange | side cutter pliers | alicate de corte | pince coupante | alicate de corte | sidavbitare |

Check the translation table below.
| DE | EN | ES | FR | PT | SV | ||
|---|---|---|---|---|---|---|---|
| messschieber | caliper | calibrador | étrier | paquímetro | skjutmått |


Check the translation table below.
| DE | EN | ES | FR | PT | SV | ||
|---|---|---|---|---|---|---|---|
| x-acto knife hobby knife |
bisturi x-acto |
skalpell brytbladskniv |

Check the translation table below.
| DE | EN | ES | FR | PT | SV | ||
|---|---|---|---|---|---|---|---|
| Inbusschlüssel | Allen keys | llave Allen | clé Allen | chaves Allen | insexnyckel |

Check the translation table below.
| DE | EN | ES | FR | PT | SV | ||
|---|---|---|---|---|---|---|---|
| pinzette | tweezers | pinzas | pince | pinça | pincett |

Check the translation table below.
| DE | EN | ES | FR | PT | SV | ||
|---|---|---|---|---|---|---|---|
| spatel | spatula | espátula | spatule | espátula | spatel |
“…clog is to block or slow passage through…” from WikiDif
Use the verb to clog, or the past participle clogged, to describe situations where the filament passage is totally or partially blocked. This clog can happen inside the extruder, the hotend, or the nozzle. Knowing exactly where the clog is at, is extremely helpful to achieve a solution.
It’s not the same as “jam”. Check the “Jams” tab.
Check the translation table below.
| DE | EN | ES | FR | PT | SV | ||
|---|---|---|---|---|---|---|---|
| verstopfen | clogged | atascada | bouché | obstruída | igensatt |
“…jam is to get something stuck in a confined space…” from WikiDif
Use the verb to jam, or the past participle jammed, to describe situations where an overflow of plastic has filled the internal cavities of the extruder or of other confined spaces inside the Print Head.
It’s not the same as “clog”. Check the “Clogs” tab.
Check the translation table below.
| DE | EN | ES | FR | PT | SV | ||
|---|---|---|---|---|---|---|---|
| eingeklemmt | jammed | apretado | coincé | encravado | fastnat |
Use the word blobs, also know as zips, to describe situations where an overflow of plastic at the end of each layer, or just before a z-hop, is creating surface imperfectionsthat are created by the excessive extrusion of plastic.
A blob is created when the filament is still under pressure inside the nozzle when a layer or segment is finished. This will causea short burst of over extrusion that scars the print surface.
To minor this natural effect usually is necessary to tweak coasting and flow settings.
Check the translation table below.
| DE | EN | ES | FR | PT | SV | ||
|---|---|---|---|---|---|---|---|
| blobs |
Use the word backflow, to describe situations where material is overflowing below or above the heat block, although it also flows through the nozzle.
This overflow can be caused by a partial clog, but also by leaks between the nozzle and the heat block, or the heat block and the heat break.
A third reason would be the print speed being too high for the combination of material and nozzle you are using. Different internal nozzle geometries will allow for more or less flow.Pushing the filament to fast with a low flow nozzle will increase the pressure inside it, and material can flow through other paths of less resistance.
Check the translation table below.
| DE | EN | ES | FR | PT | SV | ||
|---|---|---|---|---|---|---|---|
| backflow |
“Heat creep is the process of heat spreading irregularly throughout your hot end, disrupting the way filament must melt to extrude.” from Fargo3Dprinting
Use the word heat creep, to describe situations where you have a clog that was caused by heat that spread way up (creep up) through the heat break.
It usually happens after extruder changes (in dual extrusion) to the print head starting a pause, or after you finish a print and you let the printer cool down. The heat creeping up the heat brake makes the material to swell and to stick against the walls of its thinner section causing the clog.
Check the translation table below.
| DE | EN | ES | FR | PT | SV | ||
|---|---|---|---|---|---|---|---|
| heat creep |
Use the word spaghetti, to describe situations where you have left your printer to do a job, and when you came back the printer or its print bed is covered with a shredded and unraveled cloud of extruded material.
This may be caused by several reasons, the main ones being bad bed adhesion;low layer adhesion; and too much contraction.
Cleaning the print bed before each print or using a good bed adhesion solution can help. Setting the right extrusion temperature, usually higher to solve this issue, that enable a fine material melting and fusion with the layer below can reduce the layer bonding issues. Setting up the proper part cooling, for the material in use, or a closed environment, can help on lowering contraction and the warping forces that peel the part out of the print bed.
Check the translation table below.
| DE | EN | ES | FR | PT | SV | ||
|---|---|---|---|---|---|---|---|
| spaghetti |
No feature was already added to this section. Come back later or propose one for us to consider adding here.

We call Direct Drive to a setup where there is no bowden tube between the extruder and the hot-end. The filament is pushed from the extruder to the hot-end directly, with no PTFE tube between them.


We call Bowden Extruder to a setup where the extruder is placed away from the hot-end. The extruder pulls the filament from the spool, and pushes it through a PTFE tube to the hotend.

We call Reverse Bowden to a setup that has a PTFE tube between the spool and the extruder, and the extruder is pulling the filament through that bowden and pushing it into a bowden or directly to the hotend.