Tweaking Prusa i3 With Bondtech Mosquito Upgrade To Use Ninjaflex
This is the NinjaFlex on Prusa challenge.

This is the NinjaFlex on Prusa challenge.

Printing with flexible materials is not always a straight path. Variables and settings will change depending on complexity of the part, speed, material, etc. Be aware that changes in a single parameter can affect multiple features. Here we’ll show you some guidelines on how to 3D print with Ninjaflex (85A).
Before starting make sure your Prusa is calibrated, your print bed is prepared, and your filament is in good condition. This guide will not go into every detail regarding 3D printing but it will focus on some of the key points that will improve your experience with TPU, in this case with Ninjaflex as a challenging example.

Are you sure your printer is properly calibrated? If you are not sure run the Calibration > Wizard from top to bottom and use Prusa’s troubleshooting and guides to help you through.
The Wizard includes Self -test, XYZ calibration and Layer Calibration.
Because Ninjaflex is soft it will deform when pressured by the drive gears. Therefore you must release the tension on the Bondtech extruder’s thumbscrew. Turn the thumbscrew counter clockwise about four full turns.
Do not print directly onto your PEI Sheet.
This could ruin the build plate since the adhesion between the Ninjaflex and the sheet is too strong and could result on removing the PEI coating of the plate while extracting the part.
You can use glue stick or blue painters’ tape to protect your bed sheet.


Is your filament wet? You can see it bubbling out of the extruder if it’s awfully wet. On a lower moist level, you can also check if you can hear it hissing, cracking or popping because of water quick evaporation inside the hot zone. Extrude a bit of material to check it.
Always keep your materials dry by storing them properly.
Is your filament ‘s surface damaged? Poor care or fast changes in temperature and air humidity can cause surface defects. Do a visual check of the material in the spool before 3D printing parts.
You are now prepared with a calibrated Prusa i3 MK3S 3D printer, a suitable print bed and a proper Ninjaflex material. Next stage is to setup your optimal profile. This next section will show you how printing parameters affect the parts and what we recommend you should use or how to tweak it.
When fine tweaking your Ninjaflex profile, always evaluate changes and results in the test parts, by changing only one parameter at a time.
Printing too fast is one of the most common issues when printing with flexible filaments. When trying to feed more material then what the hotend can melt the soft Ninjaflex will be compressed and be pushed against the walls of the filament path. This will result in under extrusion and your parts will most likely look something like this:

… while your filament will look like this:

Ninjatek’s recommending print speeds:
Top and bottom layers: 10-20 mm/ sec (600-1200 mm/ min)
Infill speeds: 15-35 mm/ sec (900-2100 mm/ min)
We suggest using Ninjatek’s recommended settings to start with.
Set Perimeters and Infill Speed to 20mm/s. It is possible to go higher, even double the speed in some applications, but ensure everything is tuned-in before you try to print faster.
It is commonly recommended to increase the extrusion multiplier when using flexible filament. The main reason is related to flexible filament softness. Ninjaflex will deform when pressed by the drive gears, and the distance between the center of the filament and the center of rotation of the floating gear gets shorter. This is the reason we release the tension of the thumb screw. However increasing the multiplier is not always the solution.
Extrusion calibration should be done every time the filament is changed and may be also necessary to do it from spool to spool even with the same type of filament. A good extrusion calibration will get you the optimal Extrusion Multiplier.
First step is to measure the filament. Use a caliper and measure the filament on a couple of different places to calculate the average diameter.
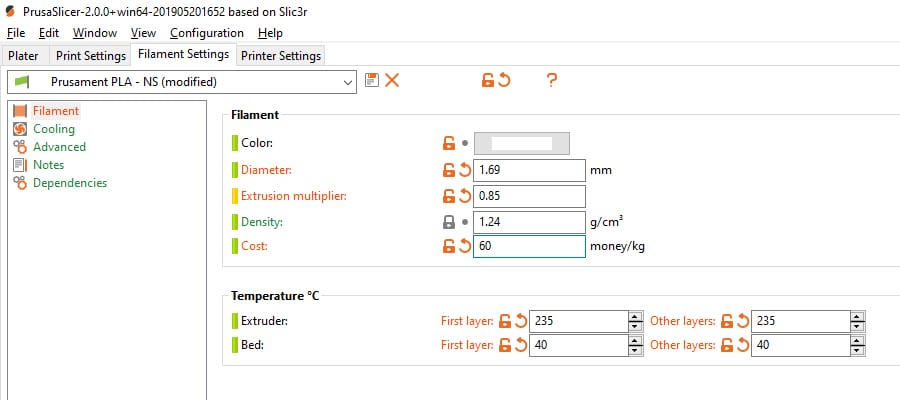
Take into consideration that flexible filaments tend to be slightly oval when doing your measurements. Take the average diameter to get closer to the effective diameter. We’ve done this and turns out the filament we are using is about 1.69 mm in diameter. This value is inserted into the Diameter field in the Filament Settings tab of your slicer (see image below).

Download the STL file of this 25 mm cube to print as sample part in the extrusion multiplier calibration process. You can use other models you may have. Models with flat walls will be easier to measure. Follow this procedure:

For example, if:
Extrusion Multiplier: 1
Extrusion Width: 0.45
Average Measured width: 0.53
New Extrusion Multiplier = 0.45/0.53 ≈ 0.85
Use the calculated value as Extrusion Multiplier in the Filament Settings.
It is worth mentioning that it’s hard to measure the exact thickness of 1 perimeter of Ninjaflex. This procedure will get you somewhat close to where we want to be. Fine tuning is required to optimize the results.
Remember the values we use depend on the temperature, speed, filament condition, thumbscrew tension and more. Your values are unlikely to be the same!
Ninjatek’s recommended extruder temperature:
225°C to 235°C
We want a high enough temperature to melt the material and get a good flow but keep the stringing to a minimum without getting poor layer adhesion.
Perform a temperature calibration test to find the best value for your filament.
To do so, download and 3D print this simple temperature tower model by clicking the download icon.
To change the the temperature when printing we will add some custom g-code.
In PrusaSlicer got to Printer Settings > Custom G-code > Before layer change G-code
Here you can add
;BEFORE_LAYER_CHANGE
G92 E0.0
;[layer_z]{if layer_z == 0.2}M104 S245{endif};
{if layer_z == 7.2}M104 S240{endif};
{if layer_z == 14.2}M104 S235{endif};
{if layer_z == 21.2}M104 S230{endif};
{if layer_z == 28.2}M104 S225{endif};

To fine tune the temperature you can change the increments.
(remember to remove or comment these rows when finished)
We found that 235°C was the sweet spot for our applications when using a vanadium nozzle. If you use a brass nozzle you can normally lower the extruder temperature by 5-10 degrees.
Try measure the width of the temp tower on different sections. You will notice how different temperature relates to the flow of the filament. You should not use this when calibrating your extrusion multiplier, once you are satisfied with the temperature do another calibration test!
Ninjatek’s recommended bed temperature:
From room temperature up to 40°C
Ninjaflex will stick very well to the build plate so we can use a low temperature to decrease the bonding and to protect the PEI surface. We use 40°C in our applications.
(Remember to use a Spatula or a Scraper to remove the filament and do not pull it straight up.)
It’s not always a good idea to cool down the material fast. If the filament cools down faster than recommended, you will have problems with layer bonding when printing with Ninjaflex.
Start with the fan turned off and slowly increase it if you need to, depending on the geometry of the model you are printing.
Here is an example with the Benchy. The layer print time of the chimney is very short, so in combination with slowing down the print speed we can add some part cooling to get a better shape.

0% fan
50% fan
The common advice when printing with flexible is to just turn of the retraction. However, the right amount of retractions could relieve pressure in the hotend and create a better flow, and sometimes it is required for a stringless print.
When tuning your printer with flexible materials start with this setting turned off. This will make it easier to troubleshoot as you have one less parameter to consider. Once you have all your settings done you can slowly increase the retraction settings.
High retractions should not be a big problem with the bondtech extruder since we have a narrow filament path and there is no risk of the filament slipping by the drive gears. Here you can see the difference of a print with 0 retraction vs 5.5mm retraction at 35mm/s retraction speed.


We used Chris Warkocki’s amazing Pretty BMG profile as a starting point. Credit is due. Credit is delivered.
Download the ZIP file; extract to your disk the .ini file within; use PrusaSlicer’s menu File > Import> Import Config, to select that same .ini file you saved; and install the profile we are using. Be aware that you should use it as a starting point and that there is no absolute guarantee it will yield you the same results we got.
Tweak it and save it. Just tweak it and save it.